





Chemical manufacturing involves fluids that can corrode standard equipment within weeks. That’s why acid and alkali resistant pumps have become essential components in modern industry. Designed to resist corrosion, these pumps ensure continuous operation and prevent costly downtime.

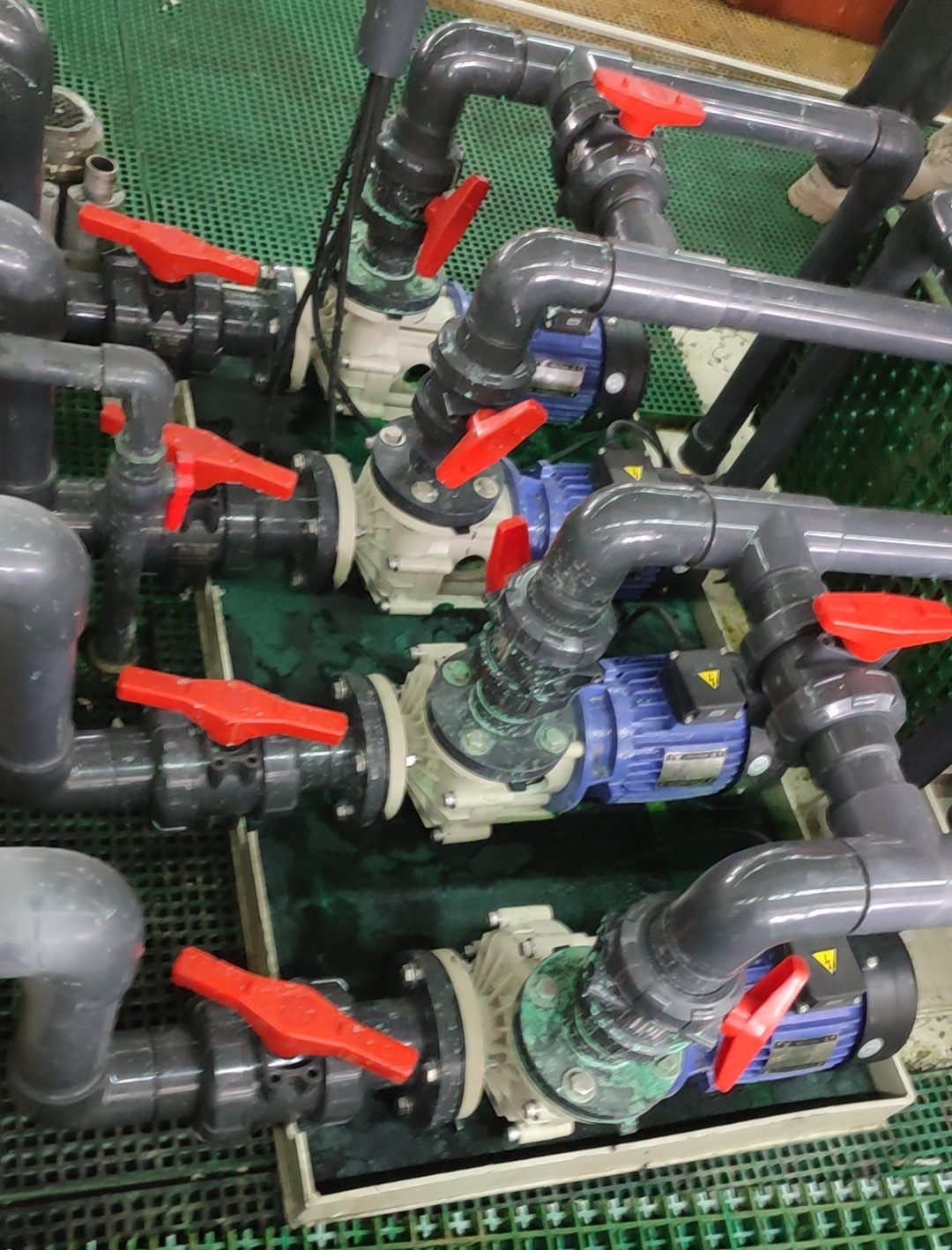
One of the greatest advantages is safety. When transferring aggressive chemicals like acids, alkalis, or solvents, even a minor leak can cause serious hazards. Pumps made from PVDF, PTFE, or stainless steel 316L can handle corrosive fluids without deterioration, ensuring both equipment integrity and workplace safety. In addition, magnetic drive pumps eliminate traditional mechanical seals, offering a completely leak-free solution.
These pumps are widely used in electronic manufacturing, surface treatment, chemical blending, and wastewater management. Their high efficiency and low maintenance design make them ideal for round-the-clock operation. Many modern units feature energy-efficient motors and compact coaxial structures, reducing energy consumption while maintaining stable flow rates.
When selecting a pump, it’s important to consider chemical compatibility, temperature resistance, and flow capacity. A properly chosen acid and alkali resistant pump can operate for years with minimal service, protecting both people and processes from the dangers of corrosion.