





1. Overview
In the coating and painting industry, chemical pumps play a crucial role in transferring, mixing, and circulating various coating materials such as paints, resins, solvents, and surface treatment agents. Due to the high chemical activity and viscosity of these fluids, pumps used in this field must have excellent corrosion resistance, sealing performance, and stability to ensure long-term, leak-free operation.

2. Common Applications of Chemical Pumps in Coating Processes
(1) Paint and Solvent Transfer
Chemical pumps are widely used for transferring organic solvents, pigment suspensions, and resin-based coatings from storage tanks to mixing or spray systems. Pumps made of stainless steel or fluoroplastic materials are ideal for handling highly corrosive or volatile solvents like xylene, acetone, or toluene.
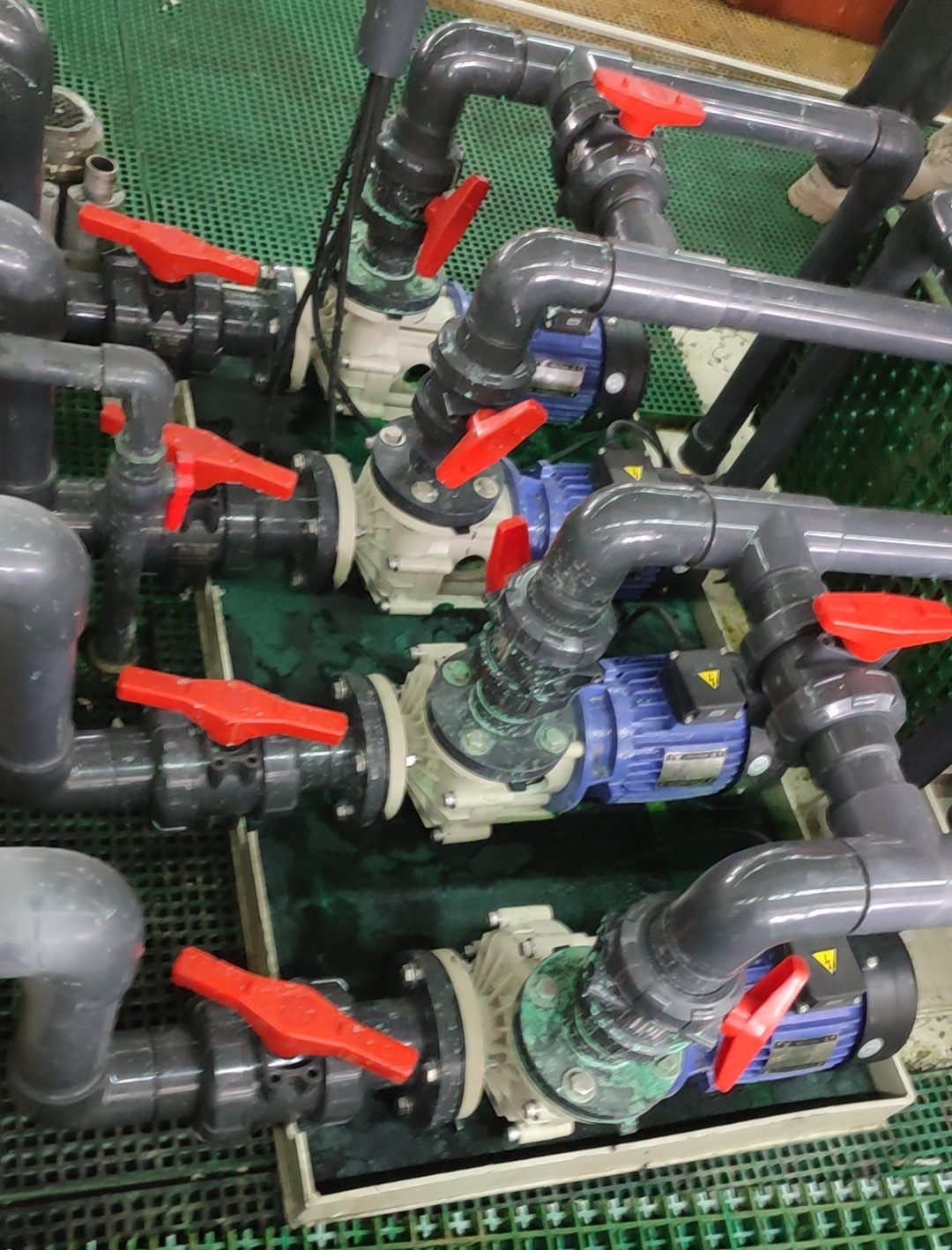
(2) Circulation in Surface Pretreatment Systems
Before coating, metal parts often undergo degreasing, acid washing, and phosphating. These chemical solutions contain strong acids or alkalis, requiring pumps that are resistant to corrosion and temperature fluctuations. Magnetic drive chemical pumps and fluoroplastic centrifugal pumps are commonly used because of their sealless and leak-proof design.
(3) Coating Material Mixing and Feeding
During paint formulation and blending, chemical pumps are used to precisely feed additives, binders, and pigments into the mixing tank. Accurate flow control ensures stable coating quality and uniform color.
(4) Waste Liquid and VOC Handling
After the coating process, wastewater and volatile organic compounds (VOCs) need to be safely transported and treated. Chemical pumps resistant to acids, alkalis, and solvents are essential for this part of the process to meet environmental protection standards.
3. Types of Chemical Pumps Suitable for the Coating Industry
| Pump Type | Key Features | Typical Use |
|---|---|---|
| Magnetic Drive Pump (Mag Drive Pump) | No shaft seal, leak-free, corrosion-resistant | Solvent transfer, degreasing liquid circulation |
| Fluoroplastic Centrifugal Pump | Excellent chemical resistance, lightweight | Acid and alkali transfer, pretreatment systems |
| Stainless Steel Chemical Pump | High mechanical strength, suitable for organic solvents | Resin and paint feeding |
| Diaphragm Pump | Capable of handling viscous and particle-laden fluids | Paint transfer, waste liquid discharge |
4. Advantages of Using Chemical Pumps in Coating Applications
Leak-Free Operation: Magnetic drive designs prevent solvent leakage and reduce fire risks.
Corrosion Resistance: Materials like PTFE, PVDF, or 316L stainless steel ensure durability under harsh chemicals.
Precision Control: Enables accurate dosing of pigments and additives.
Energy Efficiency and Stability: Smooth operation minimizes vibration and reduces energy consumption.
5. Selection Recommendations
When selecting a chemical pump for coating applications, consider:
Medium type: solvent, acid, alkali, resin, or pigment slurry.
Viscosity and temperature: ensure proper pump head and motor configuration.
Required flow rate and pressure: for continuous and stable coating operations.
Material compatibility: select PTFE, PVDF, or stainless steel depending on the medium.
6. Conclusion
The use of chemical pumps in the coating industry ensures safe, efficient, and precise handling of diverse coating materials. With the right pump type—such as magnetic drive or fluoroplastic chemical pumps—manufacturers can achieve high-quality coating results, minimize environmental risks, and extend equipment lifespan.